Rotocastingrotational Casting ဟုလည်း လူသိများသော၊ သည် ပုံသဏ္ဍာန်မျိုးစုံနှင့် အရွယ်အစားအမျိုးမျိုးရှိသော အခေါင်းပေါက်များကို ဖန်တီးရန်အတွက် အသုံးပြုသည့် ထုတ်လုပ်မှုလုပ်ငန်းစဉ်တစ်ခုဖြစ်သည်။ဤနည်းပညာတွင် အရည်ပစ္စည်းများကို မှိုတစ်ခုထဲသို့ လောင်းထည့်ကာ အတွင်းမျက်နှာပြင်ကို အညီအမျှ ဖုံးအုပ်ထားရန် ဖြည်းညှင်းစွာ လှည့်ခြင်း ပါဝင်သည်။မှိုလှည့်လာသည်နှင့်အမျှ ပစ္စည်းသည် အခေါင်းပေါက်တစ်ခုအဖြစ် တဖြည်းဖြည်း ခိုင်မာလာသည်။Rotocasting သည် များစွာသော အကျိုးကျေးဇူးများကို ပေးစွမ်းပြီး လုပ်ငန်းအမျိုးမျိုးတွင် အသုံးချမှုများကို ရှာဖွေပေးသည်။ဤဆောင်းပါးတွင်၊ ကျွန်ုပ်တို့သည် rotocasting လုပ်ငန်းစဉ်၏အသေးစိတ်အချက်အလက်များ၊ ၎င်း၏သော့ချက်အဆင့်များနှင့် ၎င်း၏အသုံးချပရိုဂရမ်များကို အသေးစိပ်လေ့လာပါမည်။

rotocasting လုပ်ငန်းစဉ်သည် မှိုဖန်တီးမှုဖြင့် စတင်သည်။မှိုကို များသောအားဖြင့် အင်္ဂတေ သို့မဟုတ် ဖိုက်ဘာမှန်ကဲ့သို့သော တင်းကျပ်သောပစ္စည်းဖြင့် ပြုလုပ်ထားသည်။မှိုကို နှစ်ပိုင်းခွဲထားပြီး ထုတ်ကုန်ချောကို လွယ်ကူစွာ ဖယ်ရှားနိုင်စေရန်အတွက် ထုတ်လွှတ်သည့်အေးဂျင့်ကို အသုံးပြုထားသည်။ပုံစံခွက်ကိုပြင်ဆင်ပြီးသည်နှင့်၎င်းကို rotocasting စက်တစ်ခုပေါ်တွင်တပ်ဆင်ထားသည်။
Therotocasting လုပ်ငန်းစဉ်တွင် ပထမအဆင့်မှာ အရည်ပစ္စည်းပြင်ဆင်မှုဖြစ်သည်။rotocasting အတွက် အသုံးပြုသည့် ပစ္စည်းသည် နောက်ဆုံးထုတ်ကုန်၏ အလိုရှိသော ဂုဏ်သတ္တိများပေါ်မူတည်၍ ကွဲပြားနိုင်သည်။သို့သော် အသုံးများသော ပစ္စည်းတစ်ခုဖြစ်သည်။ဆီလီကွန်ရော်ဘာ၎င်း၏ပြောင်းလွယ်ပြင်လွယ်နှင့်ကြာရှည်ခံမှုကြောင့်။လိုချင်သောအရောင် သို့မဟုတ် ဂုဏ်သတ္တိများရရှိရန် လိုအပ်ပါက အရည်ကို ဆိုးဆေး သို့မဟုတ် ဖြည့်စွက်ပစ္စည်းများနှင့် ရောစပ်ထားသည်။
အရည်များ အဆင်သင့်ဖြစ်ပြီဆိုရင်တော့ ပုံစံခွက်ထဲကို လောင်းထည့်လိုက်ပါ။ထို့နောက်မှိုကို အလုံပိတ်ပြီး rotocasting စက်ပေါ်တွင် တပ်ဆင်သည်။စက်သည် မှိုကို ပုဆိန်များစွာဖြင့် တပြိုင်နက် ဖြည်းညှင်းစွာ လှည့်သည်။ဤလည်ပတ်မှုသည် မှို၏အတွင်းပိုင်းမျက်နှာပြင်ကို အရည်အညီအမျှ ဖုံးအုပ်ထားကြောင်း သေချာစေသည်။လည်ပတ်မှု အရှိန်နှင့် ကြာချိန်သည် နောက်ဆုံးထုတ်ကုန်၏ အလိုရှိသော နံရံအထူနှင့် အသုံးပြုသည့် ပစ္စည်း၏ ဂုဏ်သတ္တိများကဲ့သို့သော အကြောင်းရင်းများပေါ်တွင် မူတည်သည်။
မှိုလှည့်လာသည်နှင့်အမျှ အရည်များသည် တဖြည်းဖြည်း ခိုင်မာလာသည်။လည်ပတ်မှုမှ ထုတ်ပေးသော အပူသည် ကုသခြင်း လုပ်ငန်းစဉ်တွင် ကူညီပေးပြီး တစ်သမတ်တည်း နှင့် တစ်ပြေးညီ ခိုင်မာစေပါသည်။ကြိုတင်သတ်မှတ်ထားသော လည်ပတ်ချိန်ပြီးနောက်၊ မှိုသည် ရပ်သွားပြီး ခိုင်မာသော အရာဝတ္ထုကို ဖယ်ရှားသည်။ထို့နောက်မှိုကို သန့်စင်ပြီး နောက်လာမည့် သွန်းလုပ်ခြင်းစက်ဝန်းအတွက် ပြင်ဆင်နိုင်သည်။
Rotocasting သည် ရိုးရာကုန်ထုတ်လုပ်မှုနည်းလမ်းများထက် အားသာချက်များစွာကို ပေးဆောင်သည်။သိသာထင်ရှားသော အားသာချက်တစ်ခုမှာ ရှုပ်ထွေးပြီး ဈေးကြီးသောကိရိယာများမလိုအပ်ဘဲ အခေါင်းပေါက်များကို ဖန်တီးနိုင်ခြင်းဖြစ်သည်။သမားရိုးကျ ကုန်ထုတ်နည်းစနစ်များ စသည်တို့ဖြစ်သည်။ဆေးထိုးခြင်းမကြာခဏ ရှုပ်ထွေးသော မှိုများနှင့် စက်ယန္တရားများ လိုအပ်သော်လည်း rotocasting သည် ဒီဇိုင်းပြောင်းလွယ်ပြင်လွယ်နှင့် ကုန်ကျစရိတ်သက်သာမှု ပိုမိုရရှိစေပါသည်။
rotocasting ၏နောက်ထပ်အားသာချက်မှာ တသမတ်တည်း နံရံအထူရှိသော အရာဝတ္ထုများကို ထုတ်လုပ်နိုင်ခြင်းဖြစ်သည်။အရည်ပစ္စည်းများကို မှိုအတွင်းတွင် အညီအမျှ လှည့်ပတ်ကာ ဖြန့်ဝေထားသောကြောင့် နောက်ဆုံးထုတ်ကုန်သည် တူညီသောအထူရှိသည်။ခိုင်ခံ့မှု၊ တာရှည်ခံမှု၊ သို့မဟုတ် အလေးချိန် ဖြန့်ဖြူးရေးသည် အရေးကြီးသောအချက်များဖြစ်သည့် အသုံးချပရိုဂရမ်များတွင် အထူးအသုံးဝင်သည်။
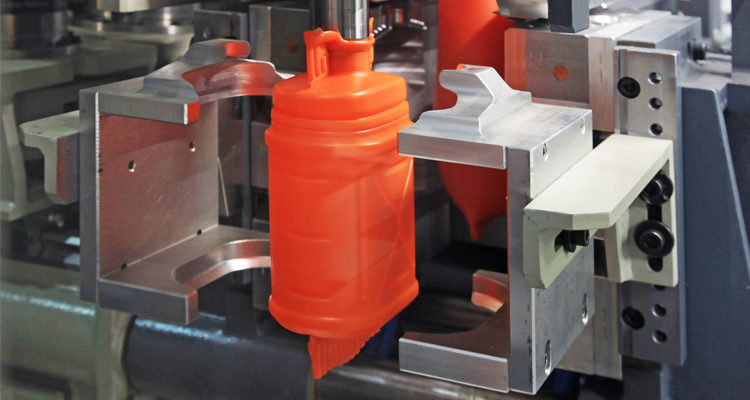
rotocasting ၏ applications များသည် ကျယ်ပြန့်ပြီး ကွဲပြားသည်။အသုံးအများဆုံး applications များထဲမှတစ်ခုမှာ hollow ထုတ်လုပ်မှုတွင်ဖြစ်သည်။ပလပ်စတစ်ထုတ်ကုန်များကဲ့သို့ပုလင်းများ, ကွန်တိန်နာများနှင့် ကစားစရာများ။Rotocasting ကို ထုတ်လုပ်မှုတွင် အသုံးပြုသည်။ဆေးဘက်ဆိုင်ရာ ခြေတုလက်တု, မော်တော်ကားအစိတ်အပိုင်းများနှင့် ဗိသုကာ အစိတ်အပိုင်းများပင်။
နိဂုံးချုပ်အားဖြင့်၊ rotocasting သည် အခေါင်းပေါက်များကို ဖန်တီးရန် ကုန်ထုတ်လုပ်ငန်းတွင် အသုံးပြုသည့် အနုပညာမြောက်ပြီး သိပ္ပံနည်းကျ နည်းပညာတစ်ခုဖြစ်သည်။လုပ်ငန်းစဉ်သည် ဒီဇိုင်းပြောင်းလွယ်ပြင်လွယ်၊ ကုန်ကျစရိတ်သက်သာမှု၊ နှင့် တသမတ်တည်း နံရံအထူကဲ့သို့သော အားသာချက်များစွာကို ပေးဆောင်သည်။ပလတ်စတစ် ထုတ်ကုန်များ သို့မဟုတ် ဆေးဘက်ဆိုင်ရာ ကိရိယာများ ထုတ်လုပ်ခြင်း ဖြစ်စေ၊ rotocasting သည် ကဏ္ဍအသီးသီးတွင် ထုတ်လုပ်မှု လုပ်ငန်းစဉ်များကို တော်လှန်ပြောင်းလဲလျက် ရှိသည်။၎င်း၏ အဆုံးမဲ့ဖြစ်နိုင်ခြေများနှင့် အကျိုးကျေးဇူးများဖြင့်၊ rotocasting သည် ထုတ်လုပ်မှု ဆန်းသစ်တီထွင်မှု၏ အနုပညာနှင့် သိပ္ပံပညာအတွက် သက်သေတစ်ခုဖြစ်သည်။
စာတိုက်အချိန်- သြဂုတ်-၀၄-၂၀၂၃